Magneto-Inductive Testing
Accurate, reliable, and non-destructive detection of cable damage.

- Testing
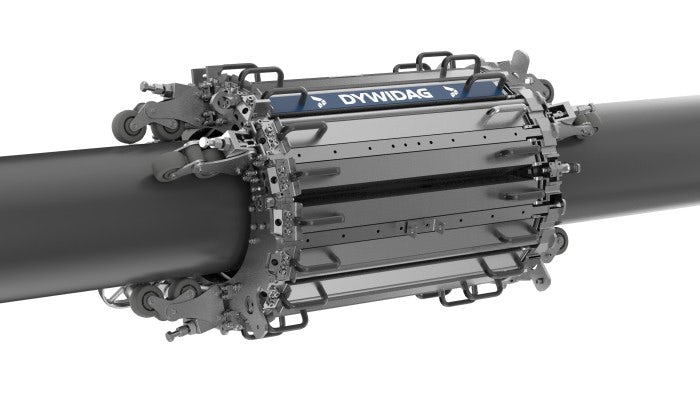
DYWIDAG offers magneto-induction testing services for stay cables to complement visual inspections and ensure safety. This non-destructive testing method uses magnetic flux leakage to detect changing magnetic properties which can identify damages inside the cable. With magneto-inductive testing, customers can get a reliable documentation of all wire breaks, notches, qualitative proof of corrosion and wear, and cross-section weakening across the entire testable cable length – all without damaging the cable. The service provides an estimation of the carrying strength loss and the basis for evaluation of proper safety, with recommendations to address any damage found.
DYWIDAG devices use two sensor technologies for this, including: localized flaw technology detects external or internal wire rope defects such as wire breaks and localized corrosion pitting. Loss of metallic area technology provides a damage quantification that measures how damage affects the metallic cross-section of a rope. The use of saturation magnetization guarantees reliable recognition of wire breaks across the entire cable cross-section, ensures comparability in repeated tests, and avoids wrong signals due to magnetic interference fields on the cable.
The equipment can be adapted to fit different cable diameters, and only the deck anchorage needs to be accessible for mounting the equipment. The testing device equipment is moved by hoists and winches in the free cable length, minimizing traffic disturbances. The whole cable can be magnetized, allowing for checking strands or wires on the inside of the cable. There is no need to remove HDPE sheathing or corrosion protection system since the equipment moves along the cables, and the magnetic field permeates through the cover. The magnetization can be done up to 315 mm cable diameter.
- Suitable different cable diameters and accommodates diameter changes e.g. radial rings (10mm)
- Reliable documentation of damages for proper evaluation of safety and recommendations for damage removal
- Non-destructive testing that does not require removal of HDPE sheathing or corrosion protection system
- Testing equipment is easily mounted and moved by hoists and winches, minimizing traffic disturbances
- The whole cable can be checked, including strands or wires on the inside, ensuring comprehensive inspection and reducing the need for additional testing methods
- Highly accurate testing that avoids wrong signals due to magnetic interference fields on the cable, ensuring reliable results
- State of the art data-viewer with annotations and automatic reports
- IP54 rating, CE Conformity
- Magnetisation up to 315 mm cable diameter



Technologies
DYWIDAG devices use two sensor technologies to determine the two following error types:
- Localized-Flaw technology detects external or internal wire rope defect such as wire breaks and localized corrosion pitting
- Loss of Metallic Area provides a damage quantification, that measures how damage affects the metallic cross-section of a rope. Corrosion and wear cause the loss of the metallic section. This can be a gradual change along the cable length.
- Full magnetization of entire metallic cross-section according to DIN 12927
- CE-conformity
- DIN 1076: Every 6th year Main Inspection (Hauptprüfung, HP)
For fully locked ropes and strand bundle ropes: magneto-inductive testing is mandatory according to ZTV-ING Part 4.4






